技术 | 火电厂SCR脱硝系统故障分析及处理
摘要:为降低火电厂SCR脱硝系统故障发生率,分析总结了故障发生的原因并进行了相应处理。结果表明:疏通供氨系统管道、优化喷氨调节阀自动调节逻辑、提高喷氨均匀能性等措施使SCR脱硝系统运行的安全性和经济性得到提高。
关键词:火电厂;脱硝系统;喷氨调节
《煤电节能减排升级与改造行动计划(2014—2020年)》要求燃煤机组NOx排放质量浓度在标准状态下不高于50mg/m3。据此,燃煤机组需要选择更合适的脱硝技术以确保环保设施及机组长期安全经济运行。在各种烟气脱硝技术中,选择性催化还原(SCR)脱硝法以其高效实用性而成为燃煤锅炉脱硝改造的主要技术手段;但暂无SCR脱硝系统相关国家和行业标准,也无故障处理经验和预防性维护知识。近些年SCR脱硝系统故障频发,事故原因大多为氨气供应不足、氨稀释风量低、喷氨自动调节品质差、喷氨均匀性差等。笔者以某公司1000MW燃煤机组SCR脱硝系统发生的各类故障为例,制定相应的解决方案,为装有同类型脱硝系统的机组提供参考。
1 设备概况
1.1SCR脱硝流程
该电厂2台1000MW机组均采用SCR脱硝技术,每台机组安装1台SCR反应器。2台机组分别于2010年6月和7月相继投产,SCR脱硝系统随主机投入运行。自机组投产至今,该系统相继出现各类故障。液氨在氨站经加热制成氨气,减压至约0.3MPa供给SCR脱硝系统。氨气被氨稀释风充分混合(氨空稀释体积比(简称氨空比)低于8%)再通过喷氨格栅喷入SCR脱硝系统入口烟道(见图1)。烟气与氨气混合均匀后,在催化剂催化作用下,烟气中NOx被还原成氮气和水。
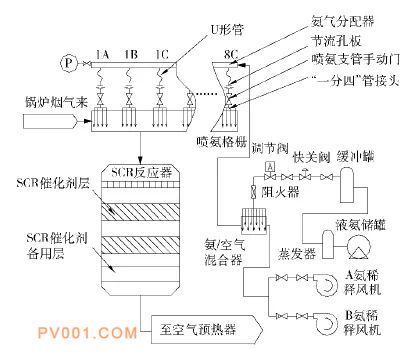
图1 SCR脱硝流程
1.2注氨系统
该系统在SCR脱硝装置前部(靠近锅炉后墙一侧)等距离安装8组注氨系统,每组注氨系统又包括3层(A、B、C层)喷氨支管;每层支管一分为四(见图2)深入烟道内不同深度,深入烟道的每根管道上等距离安装多个喷嘴。每根喷氨支管上安装1个手动蝶阀和1套流量计,通过调节阀门开度来调节每根支管供氨流量,可实现烟道内宽度和深度方向喷氨量调整。
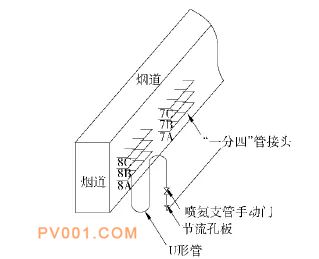
图2 喷氨格栅外部管路图
1.3SCR喷氨自动控制系统
按原设计,该脱硝系统脱硝喷氨自动控制采用单回路调节,SCR反应器出口NOx质量浓度设定值与实际值的偏差经PID调节器运算后生成指令,调节氨流量调节阀开度(见图3)。原设计喷氨自动控制没有引入任何前馈量,因而无法投入自动运行。在原设计基础上引入总风量作为前馈,并以烟囱入口NOx质量浓度为主要控制目标。目前,该控制方式良好,在烟气仪表校验及机组大幅变负荷时自动调节良好,但在启停磨煤机时需要人为干预设定值的偏置,才能保证调节系统正常。
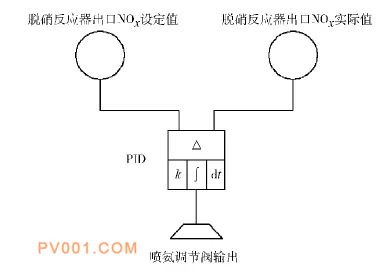
图3 喷氨调节阀原控制逻辑
2 典型故障分析
2.1氨气供应不足
氨气供应不足主要体现在SCR反应区需要的氨气量得不到足够的供应,在供氨系统无外漏的情况下,造成该故障的主要原因为供氨系统压力低及供氨管路系统不畅通,因此应从氨站内氨气制备系统和供氨管路系统进行故障分析。
2.1.1液氨蒸发器出力不足
由图1可知,该脱硝氨气制备系统简单,在液氨储罐液位正常情况下,供氨压力与液氨蒸发器出力相关。当锅炉喷氨量增大或液氨蒸发器加热蒸汽参数(设计加热蒸汽压力为0.15MPa,温度为170℃)下降时,液氨蒸发出的氨气降低,造成供氨压力下降。该公司SCR反应器设计有供氨压力低自动退出的保护。当气温低于-7℃时,蒸发器入口蒸汽压力不足0.1MPa,温度仅110℃左右,已接近饱和蒸汽参数,无法满足蒸发器需求,导致供氨压力低,脱硝退出。
经检查有以下问题:
(1)锅炉辅汽到氨站加热管道过长,管道压损大,约为0.5MPa;
(2)沿程管路保温效果不好,温降大,约为180K;
(3)沿程疏水阀开度过小,不能将管路的新生凝结水疏尽;
(4)氨站蒸发器间歇性用汽;
(5)氨站用汽为该路汽源的末端用户;
(6)辅汽联箱汽源为四抽供汽,滑压运行,机组负荷低时辅汽联箱压力低。
蒸发器加热蒸汽设计为锅炉辅助蒸汽,且温度不低于200℃,而实际仅为110℃左右,无法满足蒸发器对蒸汽的设计参数要求。经综合分析得出加热蒸汽品质低是导致蒸发器出力不足的主要原因。
为防止反应区供氨不足,主要采取了以下措施:
(1)将冷再至辅汽联箱压力投自动,防止机组负荷低造成氨站加热蒸汽压力过低;
(2)将沿程管路疏水微开,确保管道无积水;
(3)在分布式控制系统(DCS)中增加氨站加热蒸汽温度和压力低报警。现即使大气温度低于-10℃,且机组负荷低于500MW时,蒸发器入口蒸汽温度基本在220℃以上,压力均在0.3MPa以上,蒸发器热媒温度能稳定在70~80℃,完全达到运行要求。
2.1.2氨气管道堵塞
机组在缓冲罐出口氨气压力和温度均正常的情况下,SCR反应区氨气流量在供氨调节阀全开后仍然偏低。为防止脱硝超标,采用提高供氨压力、改善入炉煤煤质、改变磨煤机组组合、运行调整等辅助手段降低SCR反应器入口NOx质量浓度以减少喷氨量。为排查原因,利用氨气检漏仪对供氨管路系统进行检测排查,均未发现氨气外漏现象。经热控及机务现场试验,判断供氨管路系统各阀门阀芯无脱落。在脱硝系统停运隔离且已被氮气置换后,对阻火器进行解体检查,发现阻火器堵塞严重,对阻火器中结垢物质进行化验,其主要成分为Fe2O3及SiO2。为防止阻火器再次堵塞,在阻火器安装前,对供氨管路系统进行彻底吹扫。滤网及阻火器清堵完成、管道吹扫完毕后(清堵后的阻火器见图4),恢复系统,氨气流量明显增大。现将阻火器、供氨管道积灰检查纳入机组检修时必检项目。采取上述整改措施后,脱硝系统运行了约一年半时间,氨气供应稳定,满足全负荷下脱硝系统运行要求。
")